
1. De grunnleggende strukturelle elementene til slipebåndet:
Slipebånd er generelt sammensatt av tre grunnleggende elementer: Grunnmateriale, bindemiddel og slipemidler.
Grunnmateriale: Klutbase, Papirbase, Komposittbase.
Bindemiddel: Animalsk lim, Semi-harpiks, Full resin, Vannbestandige produkter.
Slipemidler: Brun korund, silisiumkarbid, zirkoniumkorund, keramikk, kalsinert, kunstig diamant.
Leddmetode: Flatledd, Lappeledd, Stussledd.
2. Bruksområdet for slipebånd:
(1).Panelbearbeidingsindustri: råtre, kryssfiner, fiberplater, sponplater, finer, møbler, byggematerialer og andre;
(2).Metallbearbeidingsindustrien: ikke-jernholdige metaller, jernholdige metaller,;
(3).Keramikk, lær, fiber, maling, plast- og gummiprodukter, stein og annen industri.
3. Valg av slipebånd:
Å velge slipebåndet riktig og rimelig er ikke bare for å oppnå god slipeeffektivitet, men også for å vurdere slipebåndets levetid.Hovedgrunnlaget for valg av slipebånd er slipeforholdene, slik som egenskapene til slipearbeidsstykket, tilstanden til slipemaskinen, ytelsen og tekniske krav til arbeidsstykket og produksjonseffektiviteten.På den annen side må det velges fra egenskapene til slipebåndet.
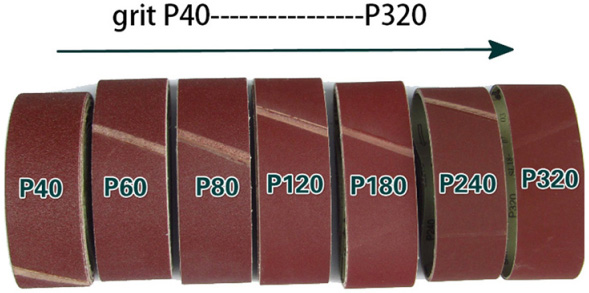
(1).Valg av kornstørrelse:
Generelt sett er valget av slipekornstørrelse å vurdere slipeeffektiviteten og overflatefinishen til arbeidsstykket.For forskjellige arbeidsstykkematerialer er kornstørrelsesområdene for slipebånd for grovsliping, mellomsliping og finsliping vist i følgende tabell.
| Arbeidsstykkemateriale | Grovsliping | Mellomsliping | Finsliping | Slipemetode |
| Stål | 24-60 | 80-120 | 150-W40 | Tørt og vått |
| Ikke-jernholdige metaller | 24-60 | 80-150 | 180-W50 | Tørt og vått |
| Tre | 36-80 | 100-150 | 180-240 | Tørke |
| Glass | 60-120 | 100-150 | 180-W40 | Våt |
| Maling | 80-150 | 180-240 | 280-W20 | Tørt og vått |
| Lær | 46-60 | 80-150 | 180-W28 | Tørke |
| Gummi | 16-46 | 60-120 | 150-W40 | Tørke |
| Plast | 36-80 | 100-150 | 180-W40 | Våt |
| Keramikk | 36-80 | 100-150 | 180-W40 | Våt |
| Stein | 36-80 | 100-150 | 180-W40 | Våt |
(2) .Utvalg av perm:
I henhold til forskjellige bindemidler kan slipebånd deles inn i fire typer: animalsk limslipebånd (ofte kjent som tørre slipebånd), halvharpiksslipebånd, helharpiksslipebånd og vannbestandige slipebånd.Bruksområdet er som følger:
① Dyrelimbelter er billige og enkle å produsere, og egner seg hovedsakelig for sliping med lav hastighet.
② Halvharpiksslipebåndet forbedrer ulempene med dårlig fuktighetsbestandighet og varmebestandighet til dyrelimslipebåndet, og forbedrer limytelsen betydelig, og slipeytelsen dobles når prisen øker lite.Det er mye brukt i metall og ikke-metall sliping, spesielt i tre og lær prosessindustrien mer populær.
③ Helharpiksslipebåndet er laget av høykvalitets syntetisk harpiks\høystyrkebomullsklut og høykvalitets slipemidler.Kostnaden er relativt høy, men den er slitesterk og kan slipes kraftig.Det er opp til oppgaven når høyhastighetsdrift, stor skjæring og høypresisjonssliping er nødvendig.Ovennevnte tre typer slipebånd er egnet for tørrsliping, og kan også slipes i olje, men de er ikke vannbestandige.
④ Sammenlignet med de ovennevnte slipebåndene har vannbestandige slipebånd høyere krav til råvarer og mer kompliserte produksjonsprosesser, noe som resulterer i mindre produksjon og høyere priser.Det har egenskapene til harpiksslipebånd, og det kan også brukes direkte til vannkjølevæskesliping.
(3).Valg av basismateriale:
Papirbunn
Enkeltlags lettvektspapir 65-100g/m2 er lett, tynt, mykt, lav strekkfasthet og lav pris.Den brukes mest til finsliping eller middelsliping, egnet for manuell eller vibrerende slipemaskin.Polering av kompleksformede arbeidsstykker, sliping av buede trevarer, polering av metall- og trefinisher, og sliping av presisjonsinstrumenter og -målere, etc.
Flerlags mellomstort papir 110-130g/m2 er tykkere, fleksibelt og har høyere strekkfasthet enn lett papir.Brukes til manuelle eller håndholdte poleringsmaskiner for å produsere arkformet og rullformet sandpapir.Avrusting og polering av metallarbeidsstykker, sliping av tremøbler, polering av primersparkel, maskinpolering av lakk, polering av urkasser og instrumenter m.m.
Flerlags kraftig papir 160-230g/m2 er tykt, fleksibelt, høy strekkfasthet, lav forlengelse og høy seighet.Brukes til produksjon av papirslipebånd for maskinering.Den er egnet for trommelsliper, bredbåndsliper og generell båndsliper, hovedsakelig bearbeiding av kryssfiner, sponplater, fiberplater, lær og trevarer.
Klut base
Lett klut (twill), veldig myk, lett og tynn, moderat strekkfasthet.For manuell eller lav belastning maskinbruk.Metalldeler sliping og rustfjerning, polering, trommelslipemaskinplatebehandling, behandling av symaskinramme, lette slipebånd.
Middels stor duk (grov kypert), god fleksibilitet, tykk og høy strekkfasthet.Generelle maskinslipebånd og kraftige slipebånd, som møbler, verktøy, elektriske strykejern, sandstålplater og sliping av motorblad.
Kraftig duk (sateng) er tykk og har høyere styrke i veftretningen enn i varpretningen.Den er egnet for kraftig sliping.Brukes til å behandle plater med store areal.
Kompositt base
Spesielt tykk, høy styrke, anti-rynke, anti-strekk og anti-brudd.Kraftig slipebånd, spesielt egnet for bearbeiding av giljotinplater, fiberplater, kryssfiner og slipebearbeiding av innlagt gulv etc. Stålpapiret er ekstremt tykt, med høy styrke, lav forlengelse og god varmebestandighet.Brukes hovedsakelig til sandskive, sveisesøm, rustfjerning, fjerning av metallhud og oksidlag, etc.
4.Utvalg av slipemidler:
Vanligvis er det arbeidsstykkematerialet med høyere strekkfasthet.Velg korundslipemiddel med større seighet, høyere trykkmotstand, sterk motstand mot knusing, høy temperaturbestandighet og kjemisk stabilitet;

For metall- og ikke-metalliske arbeidsstykker med lav strekkfasthet og høy seighet, velg silisiumkarbidslipemidler med høy hardhet, høy sprøhet og skjørhet, slik som: glass, messing, lær, gummi, keramikk, jade, sponplater, fiberplater, etc.

5.Behandling før bruk av slipebånd:
Ved bruk av slipebåndet bør kjøreretningen være i samsvar med retningen som er merket på baksiden av slipebåndet, for å forhindre at slipebåndet ryker under drift eller påvirker overflatekvaliteten til prosessanleggets arbeidsstykker.Slipebåndet bør roteres i noen minutter før sliping, og slipingen bør startes når slipebåndet går normalt.

Slipebåndet bør henges opp før bruk, det vil si at det utpakkede slipebåndet skal henges på et rør med en diameter på 100-250 mm og la det henge i 2 til 3 dager.Valg av rørdiameter bør bestemmes i henhold til kornstørrelsene på slipebåndet.Ved oppheng skal skjøten være i øvre ende av røret og røret være horisontalt.
Innleggstid: Jun-03-2019